

Druckguss teile sind in verschiedenen Bereichen weit verbreitet. Der Test gehalt jedes Produkts ist ebenfalls unterschied lich.
1. Casting größe: Die Form und Größe des Druckgusses sollte die Anforderungen der Gießform erfüllen.
2. Oberflächen qualität: Der Rohling darf keine Guss fehler wie Senk löcher, Krusten, Risse, kalte Trennwände, zerbrochene Kerne usw. aufweisen, die die Dimensions erkennung von Druckguss teilen beeinträchtigen.
Die Oberfläche muss glatt, flach und sauber sein. Entfernen Sie die Grate von den Gieß köpfen, den Luft auslässen, dem Fleisch, dem Naht blitz und den Lumpen. Reinigt klebrigen Sand und Schuppen.
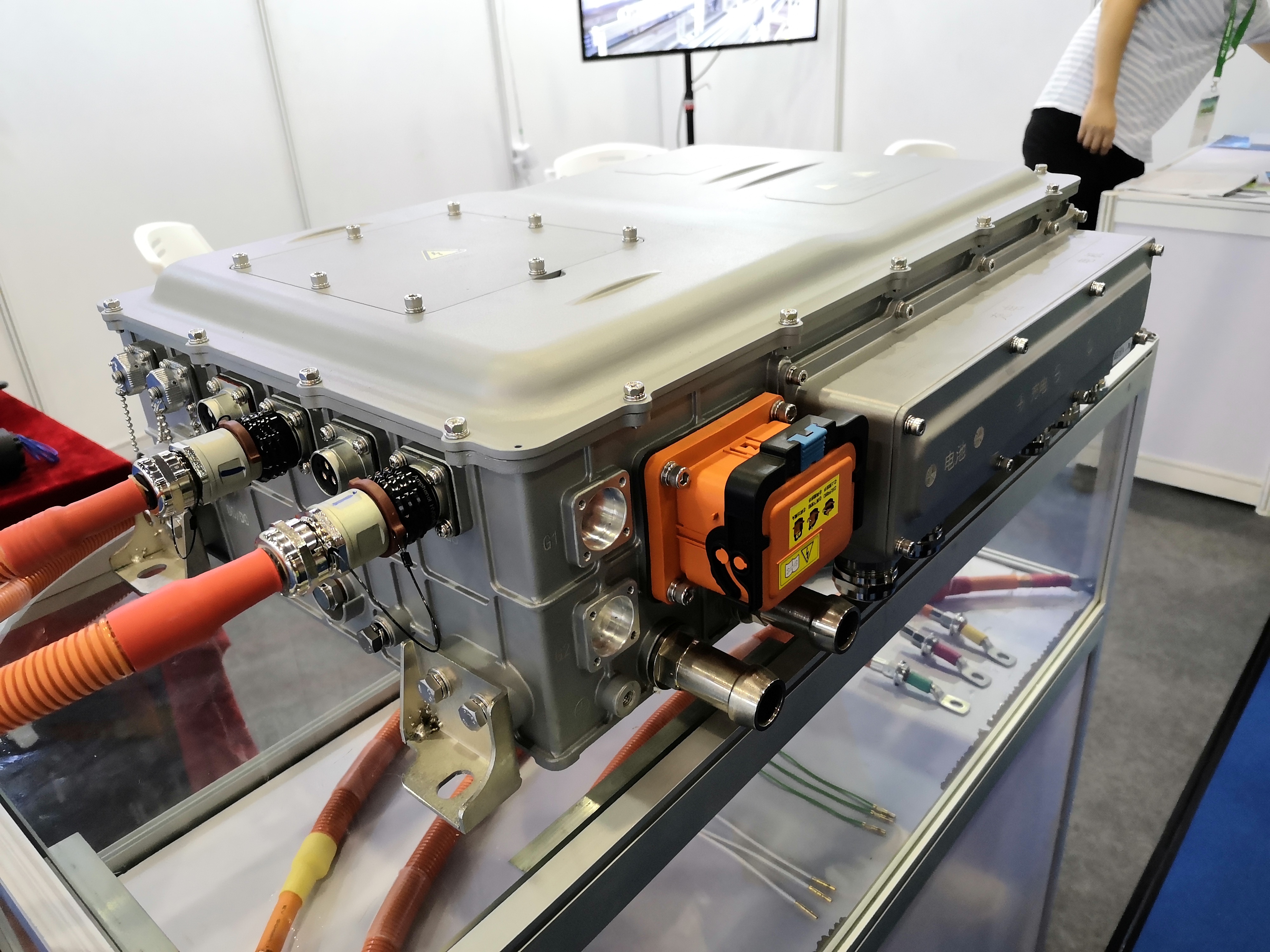
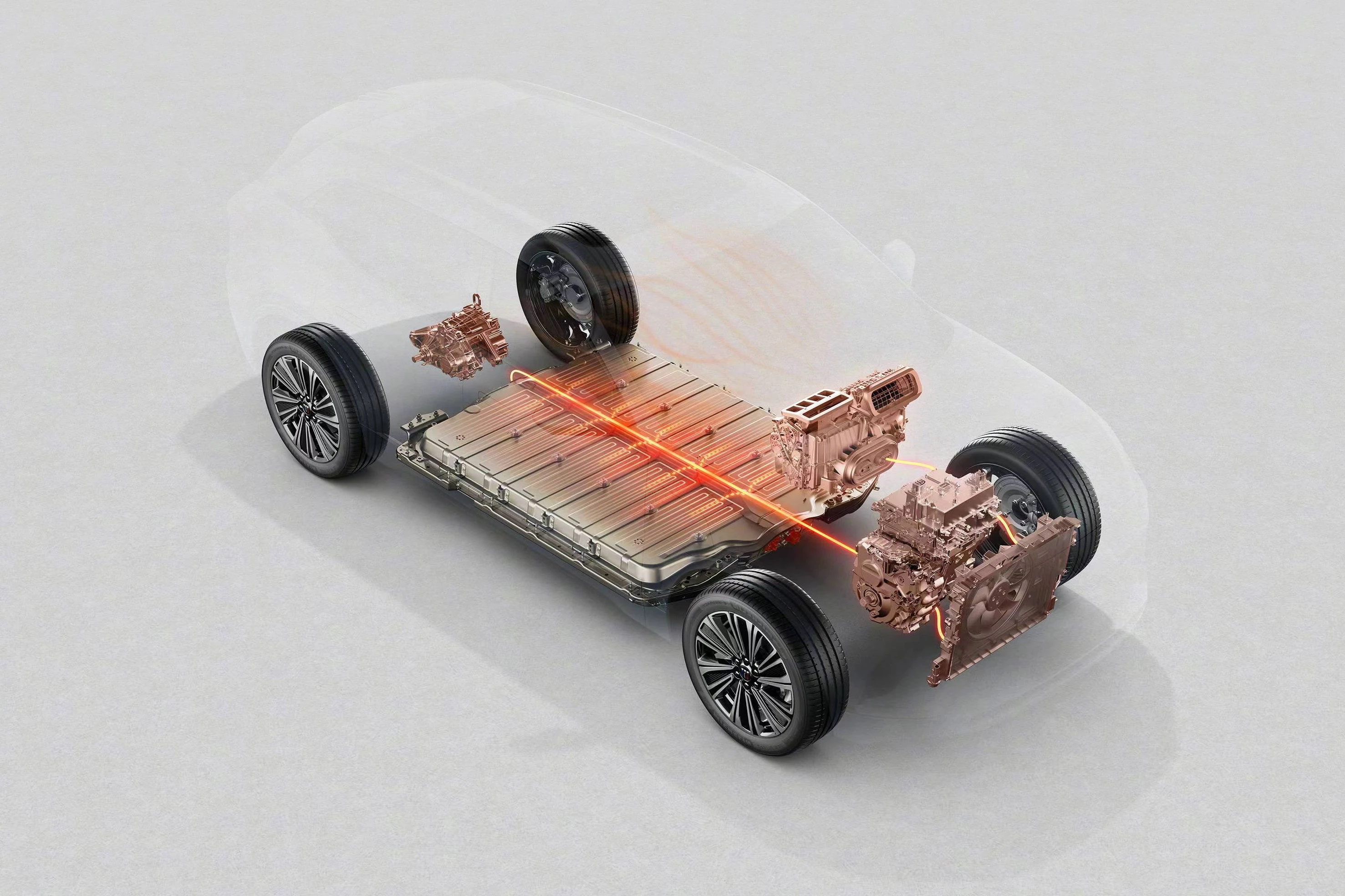
3. Testa forderungen: Die Steck verbinder hülle von Druckguss teilen ist weit verbreitet, wie z. B. Luftfahrt, Automobil, Luft-und Raumfahrt, Navigation usw. Die Prüfung des Steck verbinder gehäuses dient haupt sächlich dazu, seine Sicherheit und Leistung zu bestätigen. SiDie meisten werden im Freien platziert, ein Rauch test ist erforderlich.
1. Stärken Sie die Inspektion vor dem Druckguss, reduzieren Sie Oberflächen wasser zeichen, Poren, Nadel löcher und andere Teile mit ernsthafter Erkennung, um die Kompaktheit von Druckguss teilen sicher zustellen.
2. Die Form sollte nach jeder Bestellung gereinigt und gewartet werden.
3. Wenn der Druckguss Risse aufweist, kann er einmal mit weichem Nylon gefegt werden, um das Abblättern zu verringern.
4. Die Wahl des Sandtyps ist sehr wichtig. Wenn es sich bei dem Material nicht um eine Ouvertüre handelt, kann brauner Korund verwendet werden, um das Absinken zu verringern.
5. Die endgültige Lösung ist eng mit der Druckguss form und der Druckguss technologie verbunden.
Unsere Druckguss hersteller sollten weiterhin verschiedene Druckguss technologien im täglichen Leben erlernen und akkumulieren, ständig Probleme finden und nach Lösungen im Gieß prozess suchen, damit unser Gießerei geschäft florieren kann.
1. Für das Produkt selbst ist die Oberfläche des Druckguss teils nicht dicht genug und die Textur ist während des Druckguss prozesses locker. Dieses Produkt muss jedoch während des Galvanik prozesses mit konzentrierter Schwefels äure passiviert werden.
Es bedeutet, dass die Wurzel des Druckgusses durch Schwefels äure korrodiert, der Kupfer boden und der Nickel boden, der auf der Oberfläche des Produkts bedeckt ist, die elektro abgelagerte Schicht dünn ist, und es gibt keinen schwarzen Fleck in kurzer Zeit, aber nach einiger Zeit erscheint ein schwarzer Fleck.
2. Lagers tatus: Einige Galvanik produkte haben Blister verpackungen und Klebeband und werden in Lagern ohne konstante Temperatur und ohne Gewächshaus unter gebracht, um die Belüftung oder Feuchtigkeit zu kontrollieren. Dies ist ein Teil des Grundes für Schimmel in Druckguss teilen.
 NO.38 Duanzhou 3. Straße, Zhaoqing(526060), Guangdong, China
NO.38 Duanzhou 3. Straße, Zhaoqing(526060), Guangdong, China